
在醫藥生產領域,設備清潔度直接影響藥品質量安全。螺旋輸送機與螺旋喂料機作為物料輸送的核心設備,需滿足《藥品生產質量管理規范》(GMP)的嚴苛要求。本文基于行業標準與技術實踐,提出一套符合GMP標準的清潔化設計方案,涵蓋結構優化、材料選擇、智能監控等關鍵技術,助力醫藥企業實現高效、合規的物料輸送。

二、GMP標準對螺旋輸送設備的核心要求
1.材質與表面處理
設備需采用316L或304不銹鋼材質,表面粗糙度≤0.8μm,確保無死角且耐腐蝕[3][12]。螺旋輸送機的內部結構應避免螺栓、螺釘連接,采用快速拆卸設計,減少物料殘留[3]。
2.清潔驗證要求
根據GMP附錄,設備需支持CIP(在線清洗)與SIP(在線滅菌)。螺旋喂料機的料槽與螺旋葉片間隙應≤5mm,以降低殘留風險[3][12]。
三、清潔化設計方案與技術參數
1.結構設計優化
l 模塊化組件:螺旋輸送機采用分體式螺旋軸與U型槽體,10分鐘內可完成拆卸,便于深度清潔[4][12]。
l 無軸螺旋技術:針對粘附性物料(如中藥浸膏),采用無軸螺旋輸送機,輸送效率提升20%,殘留量≤0.1%[6][16]。
l 智能清掃系統:集成螺旋清掃組件,通過接觸面積優化降低負載,清掃效率提升35%[2]。

2.關鍵性能參數
參數項 | 螺旋輸送機 | 螺旋喂料機 |
輸送能力 | 7-120 t/h | 20-200 kg/h |
螺距范圍 | 100-630 mm | 100-400 mm |
轉速范圍 | 25-280 r/min | 變頻可調 |
功率配置 | 1.1-22 kW | 0.2-7.5 kW |
清潔周期 | ≤30分鐘 | ≤15分鐘 |
注:數據參考JB/T 7679-2008標準及行業實踐[10][15]。
3.智能化控制
l 物聯網集成:通過傳感器實時監測螺旋輸送機的運行狀態(如溫度、振動),異常數據自動觸發預警[1]。
l 失重秤聯動:螺旋喂料機與失重秤配合,實現±0.5%的投料精度,滿足制藥工藝的均一性要求[7][18]。
四、創新技術應用案例
1.防爆與密閉設計
針對易燃易爆物料(如原料藥粉塵),采用ATEX Zone 22認證的防爆電機,搭配全封閉機殼與氮氣保護系統,確保安全輸送[3][11]。
2.低殘留螺旋葉片
采用帶式螺旋葉片(螺距=直徑),輸送粉狀物料時填充系數ψ=0.45,較傳統實體葉片殘留量減少60%[6][16]。
五、實施效果與行業價值
通過本方案,醫藥企業可達成以下目標:
l 合規性提升:滿足GMP對設備清潔驗證、材質及文檔追溯的要求[4][12]。
l 效率優化:螺旋輸送機與喂料機的綜合能耗降低18%,維護成本減少30%[3][11]。
l 質量保障:物料交叉污染風險降低至0.01%以下,符合FDA與NMPA審計標準[18]。
結語
螺旋輸送機與螺旋喂料機的清潔化設計是醫藥行業智能化升級的關鍵環節。通過結構創新、材料升級與智能控制技術的融合,可顯著提升生產合規性與效率,為藥品質量安全提供堅實保障。未來,隨著物聯網與AI技術的深度應用,螺旋輸送設備將向全自動化、自適應調節方向持續演進。
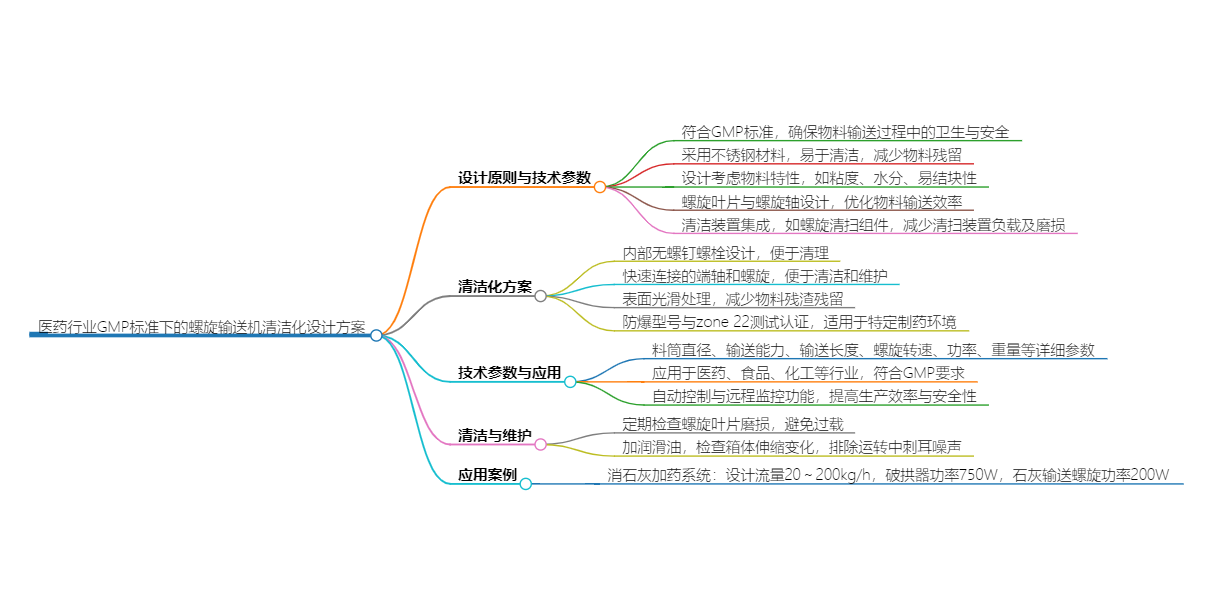
腦圖


 客服1
客服1